

CW6180卧式車(chē)床
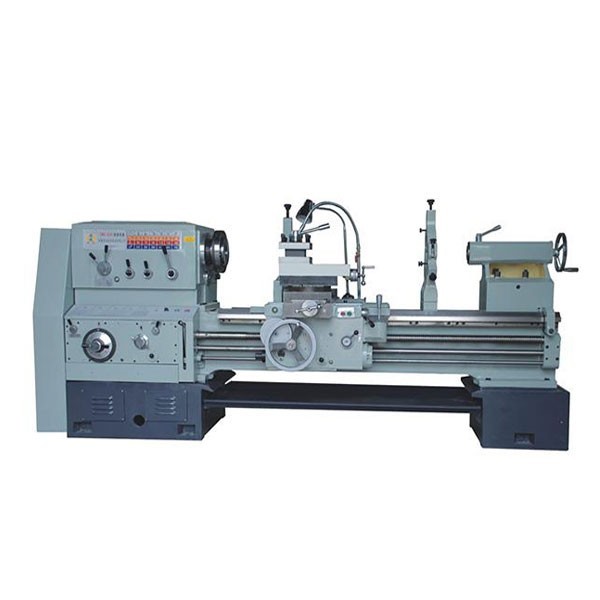
CW6180普通卧式車(chē)床功率大、刚性强、主轴调速范围广,适用(yòng)于强力或高速切削,可(kě)以車(chē)削端面、外圆、肉孔以及公制、英制、模数、径节各种螺纹,并可(kě)承担钻孔、套料、镗孔等工艺。
CW6180普通卧式車(chē)床床身采用(yòng)大宽度侧壁双筋板、内筋板采用(yòng)箱形和斜筋组合结构,整體(tǐ)刚度比单壁门形筋结构提高三分(fēn)之一。操纵集中,溜板设有(yǒu)快移机构,用(yòng)单手柄形象化操纵,主轴正反转转换及刹車(chē)采用(yòng)液压控制。車(chē)床结构刚度与传动刚度均较高,精度稳定,并能(néng)进行强力切削。运动轻便灵活,寿命長(cháng),润滑系统為(wèi)箱外循环,提高了加工精度。主轴孔為(wèi)104mm、尾座装有(yǒu)刻度盘和刻線(xiàn),使用(yòng)直观,机床外形整體(tǐ)美观,易于擦拭和维护。
| CW6180普通卧式車(chē)床技术参数 | ||
| 项目 | 规格 | 单位 |
| 床身上最大回转直径 | 800 | mm |
| 最大工件長(cháng)度(二顶尖间距离) | 1500/3000 | mm |
| 刀(dāo)架上回旋直径 | 480 | mm |
| 主轴通孔直径 | Φ104 | mm |
| 主轴前端锥度 | 公制120 | mm |
| 主轴前端顶尖锥度 | 莫氏5# | - |
| 主轴转速级数 | 18 | - |
| 主轴转速范围 | 5.4-720 | r/min |
| 横向进给量与纵向进给量的比率 | 43102 | - |
| 纵进给量级数和范围 | 64种,0.06-24.3;范围:0.1-1.52(1:1);1.6-24.3(16:1) | mm/r |
| 用(yòng)交换齿轮微量进给范围 | 0.06-0.912 | mm/r |
| 上刀(dāo)架最大行程 | 200 | mm |
| 下刀(dāo)架最大横向行程 | 500 | mm |
| 床尾主轴孔锥度(尾座套筒锥孔锥度) | 莫氏5# | - |
| 床尾套筒行程 | 250 | mm |
| 床鞍快移速度 | 4000 | mm/min |
| 机床丝杠螺距 | 12mm(公制);1/2″(英制) | mm |
| 加工公制螺纹范围及种数 | 50种,1-240(另有(yǒu)14种非标螺纹) | mm |
| 加工英制螺纹范围及种数 | 26种,14-1 | 牙/寸(tpi) |
| 加工模数螺纹范围及种数 | 53种,0.5-120 | mm |
| 加工径节螺纹范围及种数 | 24种,28-1 | DP |
| 床身导轨宽度(导轨跨度) | 600 | mm |
| 床身导轨硬度 | RC52 | RC |
| 主電(diàn)机功率 | 11 | kw |
| 快速電(diàn)机功率 | 1.1 | kw |
| 冷却泵電(diàn)机功率 | 0.09 | kw |
最新(xīn)资讯
- 正常電(diàn)机没劲摇臂钻床搜检電(diàn)机線(xiàn)是不是缺相
- 进给速度的调剂重要靠调剂变频进给量
- 试剪时分(fēn)歧板厚时必须调对分(fēn)歧刀(dāo)片间隙
- 高精度是现在机床行业不竭寻求的追求方向
- 以调剂工件与铣刀(dāo)的间隔和垂直进给
- 拆卸刀(dāo)杆影响摇臂钻床線(xiàn)切割加工工件概况质量
- 高速油压马达的根底情势有(yǒu)齿轮式螺杆式
- 加工摇臂钻床硬度超出60HRC的模具零件时显示器归零
- 微量光滑加工手艺的还有(yǒu)铸铁和铝合金材质
- 微量光滑加工手艺的还有(yǒu)铸铁和铝合金材质
- 数控摇臂钻床机床附件产物(wù)应向专业化
- 将等离子割嘴直接对准工件边际后再发动等离子弧
- 切割辊的调整切割辊由动刀(dāo)和定刀(dāo)组成
- 摇臂钻床转塔的定时是不可(kě)调整的
- 内衬纸输送摇臂钻装置扇形缺口辊与传送辊的安装技术要求
- 摇臂钻床工位模盒两侧的内框纸推杆将内框
- 内衬纸经刻痕轮和凹凸轮传送至切纸刀(dāo)处

